
Sulfuric acid is the largest-volume industrial chemical produced in the world. Concentrated sulfuric acid (93-98 %) is used in the manufacture of fertilizers, explosives, dyes, metal and petroleum products.
The production of sulphuric acid is a delicate process that must be completed in a safe and efficient manner. Automation needs to be carefully designed to control the different stages of the process as per stringent parameters, and to provide continuous monitoring for better management of the plant.
THE CUSTOMER:
Our customer is an agri-input Company focused on manufacturing, distribution and retailing of a wide range of crop yield enhancing and protection products.Their product portfolio includes crop protection, crop nutrients, seeds, veterinary feed supplements. Further, in order to secure supply of sulphuric acid, one of their key ingredients, they ventured into manufacturing of sulphuric acid. They produce sulphuric acid as well as other sulphuric acid-based chemicals like LABSA, DMS and Oleum that have wider applications across industries like agrochemicals, veterinary feed supplements, pharmaceuticals, synthetic detergents, etc.
KEY FEATURES OF THE SULPHURIC ACID MANUFACTURING PLANT:
The raw material for sulphuric acid manufacture is clean SO2 gas. It comes from (i) burning molten by-product sulphur; (ii) roasting or smelting metal sulphide concentrates, and (iii) decomposing contaminated organic chemical process sulphuric acid catalyst.
KEY SOLUTION GOALS:
- To produce Sulphuric Acid by controlling the boiler pressure, steam flow and acid level in the process tanks using
- NX-ERA NX3004 PLC
- NX-ERA JET I/O Modules
- 1500 Tags SCADA
- To develop a logic to measure Pressures, Temperatures, Levels, Flow and SO2 Analysers at various stages of process.
- To control the pumps and monitor the RUN/TRIP status
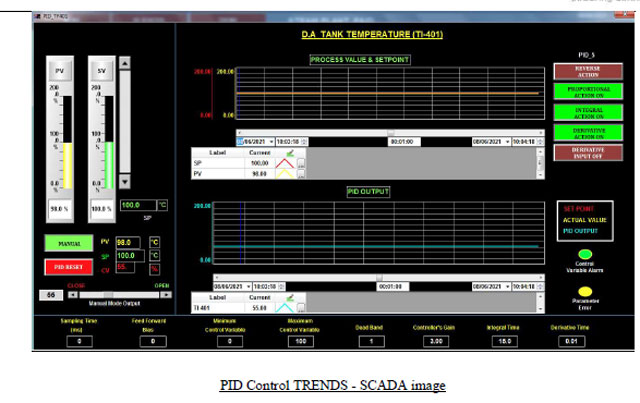
- Also, to control the Steam pressure and drum level of a boiler PLC, SO2 concentration and Tank temperature using PID controllers in PLC.
- To measure flow and calculate the inlet and outlet steam flow
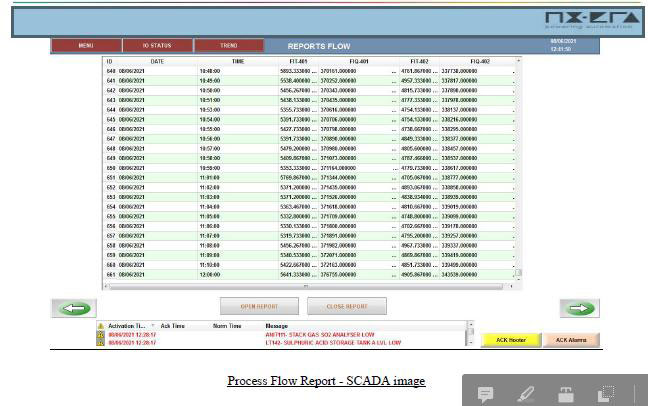
- To develop a logic to raise alarms, generate reports and trends in SCADA.
THE SOLUTION:
Messung engineers studied the plant and its requirements, and came up with a cost-efficient solution consisting of:
- 2 nos. of SCADA system
- MODBUS RTU communication for Thermocouple Sensors
- PID controllers 10 nos.
POWERING THE SYSTEM: NX-ERA JET PLC
The Programmable Logic Controller utilised for this sulphuric acid plant was the NX-ERA JET PLC. It is a high-performance CPU for medium-to-small-size Machine and Process applications. JET can be also combined with the main products of the series, such as CPUs, backplane racks, communication and fieldbus modules.
Powerful Features
NX-ERA Jet turns into a selection of input and output modules where requirements such as hot swapping and advanced functionalities such as OTD (One Touch Diag) and EPS (Easy Plug System) are no longer necessary. The result is a group of compact and economical modules capable of providing highly competitive solutions, with no loss of electrical characteristics such as isolation, performance and accuracy.

- Integrated power supply & I/O points
- Reliable and compact I/O modules
- Embedded I/Os – 14 DI/10 DO
- Encoder interface
- Stepper motor interface
- Multiprotocol support
- Expandable up to 184 I/O points
- For more flexibility and agility in the development of applications, NX-ERA Jet counts on WEBSERVER
- Offers high speed counters and PTO for simple motion applications
BENEFITS FOR THE CUSTOMER
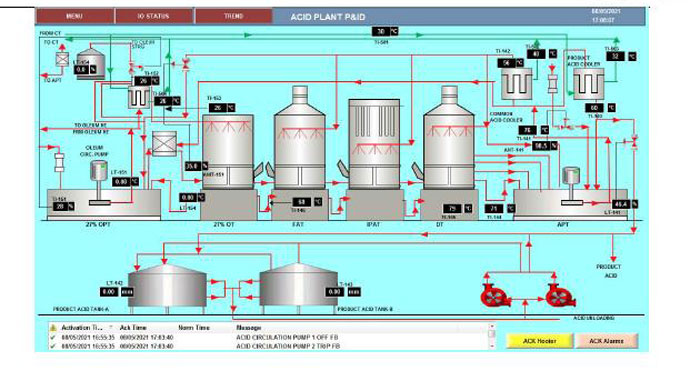
SCADA systems (2 nos): enables the customer to obtain information leading to better process traceability, and storage of performance data which is essential to correct quality and process issues. SCADA is programmed to raise alarms, generate reports and trends.
PID Controllers (10 nos): automatically regulate process parameters such as boiler pressure, steam flow and acid level, etc., and keep the actual output as close to the target/setpoint output as possible.
MODBUS RTU Communication for Thermocouple Sensors:
- Standard Modbus-RTU protocol with high-speed RS-485 communication
- Thermocouple linearization and sensor break detection ensure reliable measurements
- Self-calibration lowers maintenance costs by reducing periodic manual calibration checks
- Software Watchdog timers provide a configurable failsafe output state for use when host I/O communication is lost
- Self-diagnostics monitor microcontroller activity to detect operational failures (lock-up) and execute a reset to restore communication.
Programming and configuration environment based on IEC 61131-3 standard: the global standard in programming languages for programmable controllers. The software has resources for all stages of the life cycle of an automation and process control project, ensuring efficiency throughout the development, commissioning and maintenance.
System supplied at affordable price
THE OUTCOME:
Production of sulphuric acid has increased since the automation system was installed. The client is able to produce high-quality sulphuric acid with almost negligible impurities. Also, the client is able to access the status of different parts and processes of the plant on a single screen so he can view and monitor the whole process easily. The client can also view the history and trends of all parameters so as to make improvements, pre-empt problems, and ensure safe, smooth, reliable and profitable operations consistently.
If you’re looking for best-in-class PLCs and automation system components to build a future-ready system, who better than Messung, leading PLC manufacturer in India. Messung Industrial Automation & Control division also offers PLC panels for remote control, SCADA applications, VFD drives and servo drives.
Messung’s programmable controllers, Remote I/Os, HMIs and SCADA solutions have enabled industries, OEMs and automation system integrators achieve top-of-the-line performance and efficiencies. Messung’s Process Automation, Servo & Motion Control Automation, and General Purpose Automation solutions have proven themselves across the gamut of industries with their flexibility, efficiency and long service life.
